



About Us
イデヤの仕事とは?
イデヤは
機器や装置と言う[ハード]と
技術開発や生産革新と言う[ソフト]
両方を製造販売しています。
つくる力 × 改革する知恵
イデヤのものづくり支援
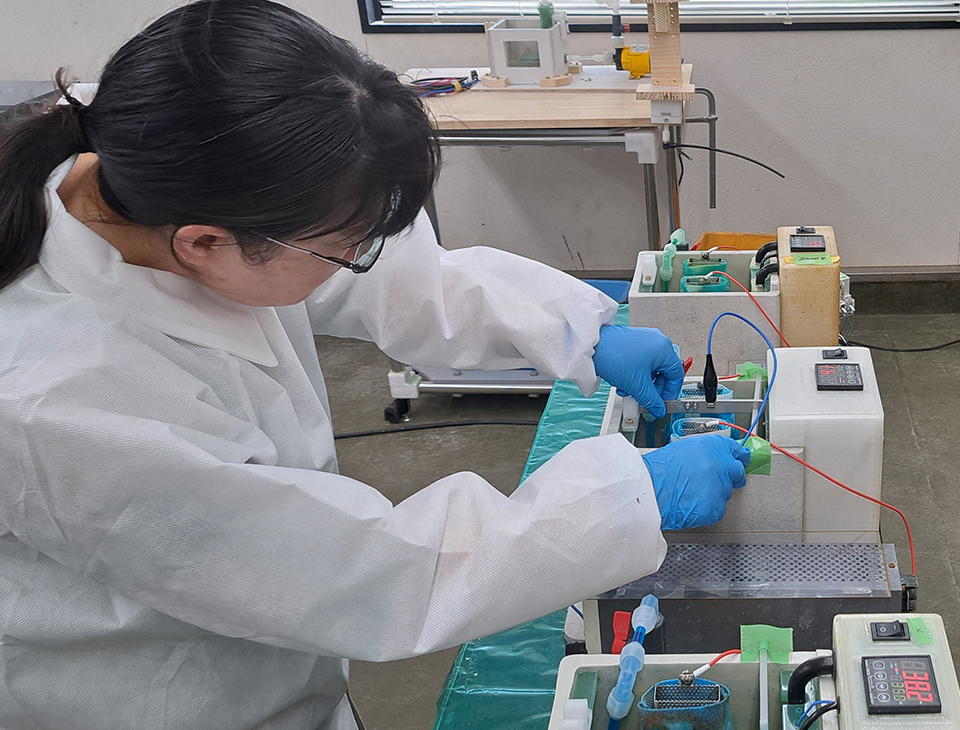
イデヤは、実験機器の開発から、
生産プロセスの改善提案まで一貫して対応できる、
数少ない現場主導型メーカーです。

Strengths
イデヤの強み





Product
製品情報
Case
困った解決事例
「こんな装置があれば…」
「既製品では対応できない…」
イデヤは、そんな“実験現場の困った”を、ものづくりの力で解決してきました。
お客様との対話を通して、構想から試作、製造までを一貫してサポートします。

Contact
お問い合わせ
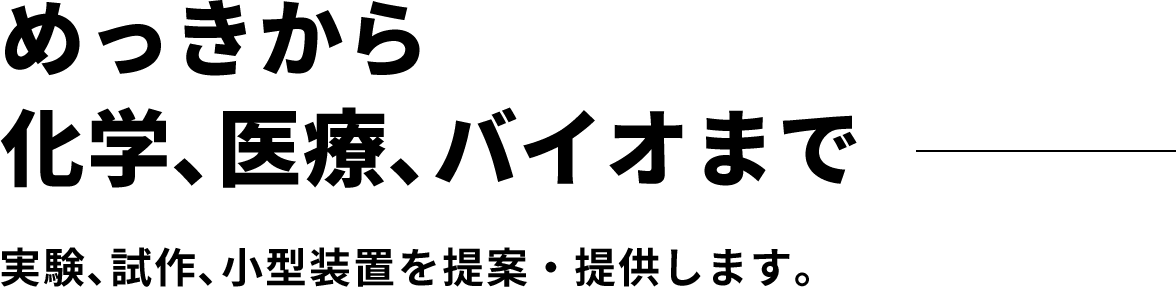
実験、試作、小型装置に関するご質問等は
お気軽にご相談ください。